

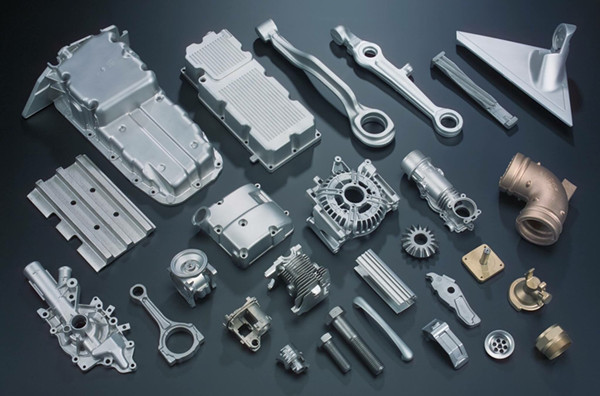
降低零件表面粗糙度的方法:
降低零件表面粗糙度的方法有很多,常用的是研磨、怕偶剛、扎光、電鍍等。研磨機是機械加工中常用的光整工序,用高轉(zhuǎn)速旋轉(zhuǎn)的細粒砂輪在潤滑液作用下與工件接觸,砂輪在磨粒的微刃切削工件表面微凸出部分,從而是表面粗糙度降低。采用磨粒粒度為W10或更為細的數(shù)值砂輪,可以磨光表面粗糙度Ra。在0.1um一下高光潔度的表面。拋光時最常用的表面光整工藝,在旋轉(zhuǎn)的布輪等柔性載體上涂上拋光膏或噴射拋光液,當(dāng)工件與拋光輪接觸時,收到微細磨粒的磨削作用,表面越來越平整,像鏡面一樣光亮。扎光,又叫滾光,使用低表面粗糙度且表面堅硬的軋輥壓延板材,使表面發(fā)生塑性變形,微凸起收到最強烈的壓延作用而被壓平。扎光多用于大面積金屬板材的光亮和光潔加工,例如光亮不銹鋼板的生產(chǎn)。電鍍也可以降低表面粗糙度,電鍍光亮鎳和鉻是常用的表面精飾工藝。利用含少量特殊有機物的電鍍添加劑的吸附作用,是電結(jié)晶過程在工件表面的微凸和微凹處有不同的沉積動力學(xué)過程,微凹處有更高的沉積速率,達到工件表面平整的目的。
文章編輯:鄭州中原拋光機械總廠 http://www.juanerart.com
推薦文章:
去毛刺機
綜絲拋光機
織針拋光機
拋光磨料
下一篇:表面粗糙度及拋光技術(shù)
河南中整光飾機械有限公司
河南中整光飾機械有限公司專業(yè)生產(chǎn):拋光機、光飾機、拋光機械、拋光設(shè)備、自動拋光機、去毛刺拋光機、鏡面拋光機、拋光磨料、拋光液等產(chǎn)品,中整光飾 致力于精密零件去毛刺,光整,拋光一站式解決方案制造商。竭誠為用戶提供優(yōu)質(zhì)的拋光設(shè)備和先進的表面拋光處理方案。
地址:鄭州上街區(qū)工業(yè)路與昆侖路交叉口 手機:13674961188 電話:0371-68122566傳真:0371-68122877
地址:鄭州上街區(qū)工業(yè)路與昆侖路交叉口
手機:13674961188
郵箱:paoguangji@126.com 業(yè)務(wù)QQ:939351328
業(yè)務(wù)QQ:939351328
豫ICP備18030715號-1






給我留言